Background
卷积神经网络与刀具崩刃检测实验
电流信号如何反映刀具磨损
卷积网络架构
数据
超参数
网络架构图
实验结果
刀具寿命预测
数据概况和预测目标
特征和分析
模型架构
LSTM+时域统计特征
LSTM+原始信号
LSTM+FFT频域特征
CNN+logfbank频域特征
SVR+stacking
结语
Background
工业生产环境中有大量生产履历,传感器,原料质量重量参数等数据,如何利用这些数据改良生产,针对行业的痛点进行数据挖掘方案的实验以及实施,最终提高企业生产效率是一个具有建设性,大量需求性的问题。如液晶屏幕面板行业高技术含量的柔性屏生产率常在50%(该数据不绝对准确,但良率确实极低)。
同时,工业数据挖掘是个多面而复杂的问题,工业制造涉及生物化学制药,精密机械零件,电子液晶面板等等等等门类,不同行业不同需求,且不同企业不同情景下需要的方案必然不同,有些甚至需要从装传感器数据采集卡的硬件方案,NoSQL数据库等等从零做起。
其中装备的寿命预测管理是一个较为有趣且紧急的方面,如现代钢铁冶炼过程中使用的熔炼矿石提取铁的高炉,其主体以及各部分使用的零部件就是一个需要对其寿命进行严格管控的例子,若零部件超过寿命会使得产量下降,严重时发生生产事故。再如自动化生产线用于切削磨铣工件(如手机壳,ipad壳,汽车发动机轴齿等等)的刀具,有相当部分是特种合金制的昂贵的进口刀具,每把刀的寿命(加工工件次数)非硬固定的,若超过极限会使产品加工坏,或更严重的使机床主轴由于错误加工造成破损(这可能造成百万以上的损失,包括机床维修和生产产能减少)。总之,装备寿命预测管理是一个即紧迫又经济潜力丰富的课题。
而自动化机床的刀具寿命管理又是一个更为具体而情景广泛的点。例如,有些精密加工的机台刀具价值在万元人民币上下,若将1000把最大寿命可能在5000次的刀在4500次换下,就丢掉了10万人民币,但在4600次换下可能造成产线停工10-20次,反而得不偿失。若能精确的对刀具的寿命进行管理,在仅有10次加工次数时就进行预警可以即保护产线又完全利用刀具使得成本降低10%,毕竟一个工厂有百台机台24小时不间断加工,每台机台3-6小时换一次刀具十分正常,在如此大的数量基础下能节省的经济价值是十分可观的。
卷积神经网络与刀具崩刃检测实验
本章大量图片及内容来自李广 的论文Tool Breakage Detection through Neural Network
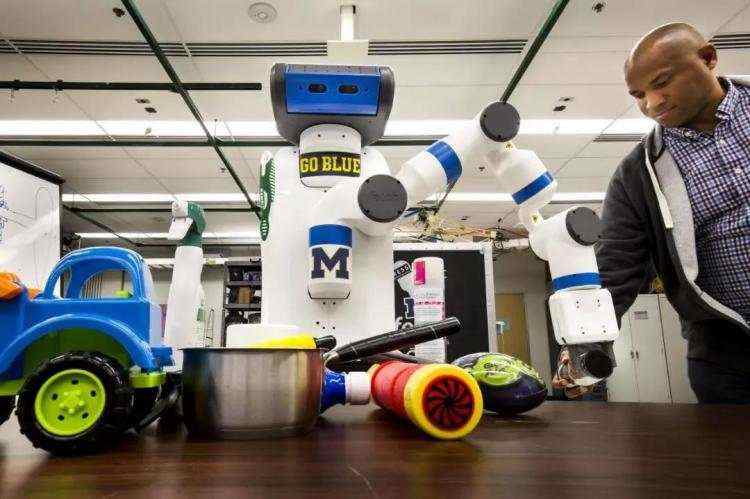
该实验利用数控机床(CNC, Computer Numerical Control)主轴电流信号,对反复磨铣工件的碳棒进行崩刃的检测。
电流信号如何反映刀具磨损
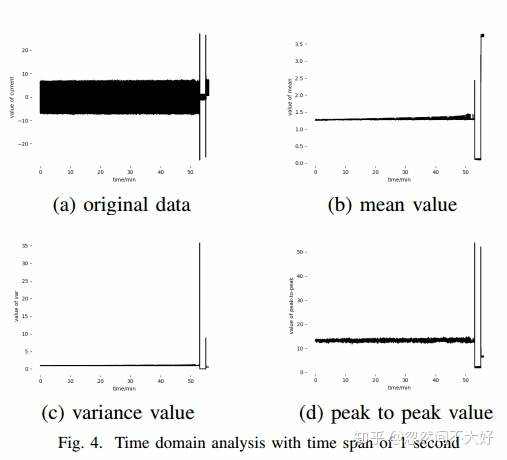
刀具完整生命周期每秒采集(采样率2k/s)的电流信号的(a)原始电流信号,(b)均值,(c)方差,(d)峰峰值组图。可以明显看到随着刀具加工寿命减少均值,方差等值逐步增加,而峰峰值在寿命末期波动有变化剧烈的趋势。
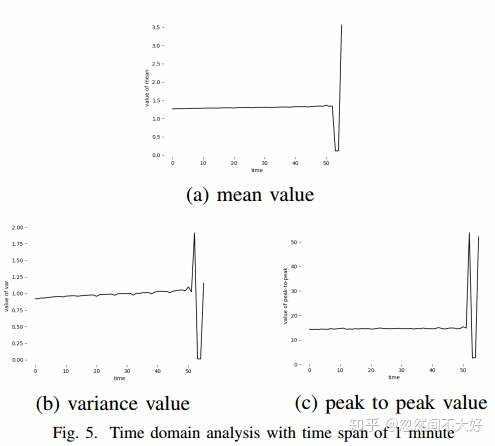
每分钟电流信号的(a)均值,(b)方差,(c)峰峰值组图。随寿命减少的变化趋势仍较为明显。
可以由此得出的结论是主轴电流信号是可以较好的反映刀具磨损状态。
卷积网络架构
数据
5把刀具的全生命周期电流信号,共52080000个数据点,去除无用的换刀停机部分采集的数据,按一分钟7200个数据点的时间窗口划分为404个样本。
input data shape: 1*7200*1,不足7200点的数据块,以0填充。
超参数
1、网络深度:5
2、学习率:1-4e
3、权重初始化:均值为0,标准差为0.01的正态分布随机数。
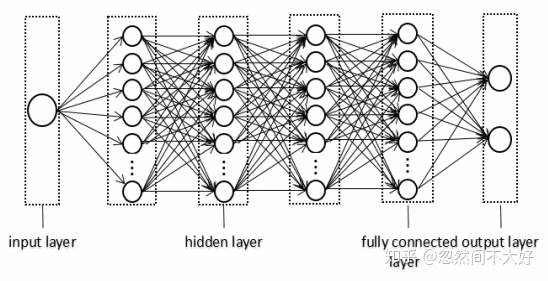
网络架构图
输入层: 1*7200*1,
隐层1:filters 128 1*5*1 以128个kernels且size为5,步长为1的卷积核进行滑动卷积;
隐层2:input 1*3600*128 filters 256 1*5*128;
隐层3:input 1*1800*256 filters 512 1*5*256 output 1*900*512;
全连接: output 1*1024*1
softmax/logistics: 2(两种结果输出,刀具损坏/未损坏)
利用一个一维的LenetConv结构,可以对时序电流的各信号点的交叉特征进行挖掘。论文中除了卷积网络还采用 了BP全连接网络进行了训练和测试,但效果不如卷积网络。
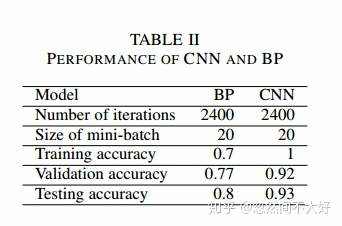
实验结果
论文最后作者也总结了实验的优缺点。主要意义在于对于该问题给出了切实的机器学习的解决方法并卓有成效,测试集准确率可以达到0.93。但缺点也同样存在,一个是精度问题,每分钟才能给出来一个的检测是企业无法接受的;二是论文中采用的数据都是“实验室数据”,即同一台机台,在同样的简单工艺流程条件以及同样的材料下才能能使用,对迁移性和在复杂的工艺条件(如十几把刀的刀塔灵活加工)的情况还有待探索。
刀具寿命预测
某厂商举办了对刀具寿命预测的比赛,利用刀具加工时的主轴震动和主轴电流数据预测刀具剩余寿命。以复赛50名结束比赛。
数据概况和预测目标
(一)两类文件:1、传感器时序数据,采样率25600/s,包含xyz三个空间方向的震动数据以及主轴电流数据。2、CNCinfo数据,采样率约20/s(机台PLC控制器对这类数据的缓存输出率没有固定保证),力矩负载数据,以及xyz主轴空间方向位移数据。
(二)数据量:训练集共5把刀全生命的数据,每5分钟采样一分钟数据,测试集给出实际加工50分钟内间隔采样的10分钟数据(会指出是具体哪个时间段的数据,如60-110,30-80等等),预测刀具剩余寿命。(这妖艳的方式,真是找麻烦)
(三)预测目标:如训练集中某刀全生命共95分钟,若给出0-50测试数据,则剩余寿命为45分钟。
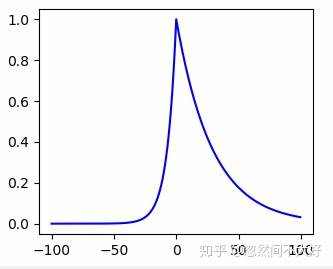
(四)评分标准:
![]()
共n把刀。
从标准中可以看出业务上的一个要求,标准更鼓励能提前预警,若已经到寿命再预警则失去系统的意义。
特征和分析
(一)时域统计特征
按每秒的电流以及三个震动通道的25600个数据点求均值,中位数,峰峰值,标准差,方差,最大值,最小值;以及先取绝对值(电流和震动信号的正负标定方向)再求各统计值
按每分钟的电流以及三个震动通道的数据的均值,方差,以及峰峰值。最终特征52维。
(二)频域特征
利用傅里叶进行频谱变换后取频率变化明显的部分作为特征输入,logfbank时频域变换。
(三)原始信号
直接将原始信号作为输入。
模型架构
LSTM+时域统计特征
时域统计特征,将60s,52维特征使用LSTM以时序序列的方式进行训练。结构如下。
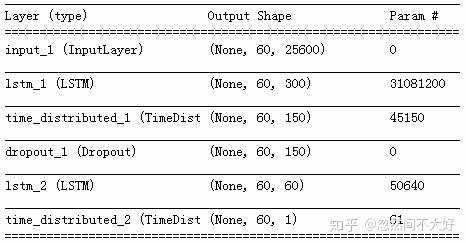
LSTM+原始信号
原始信号,60s,25600维以时序序列方式进行循环网络训练。结构如下。
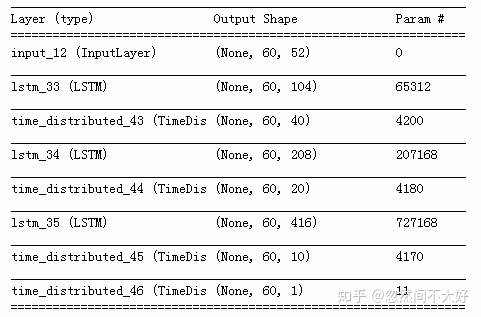
LSTM+FFT频域特征
该部分与lstm+原始信号网络框架相同,输入变为(60,1280),有效的频段大多处于低频段。
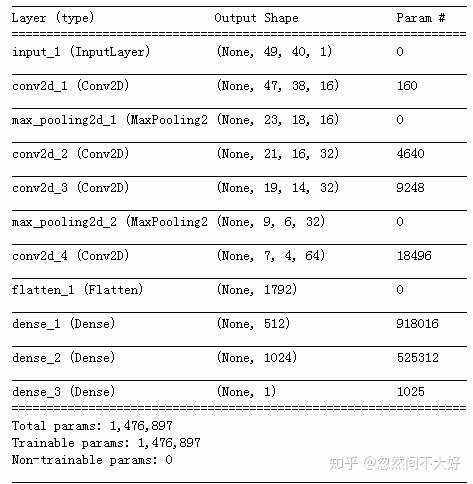
CNN+logfbank频域特征
logfbank:对数滤波器组能量,是语音信号中用于提取谱图信号常用方法。
每秒25600个数据点转为49*40频谱阵。卷积结构如下。
SVR+stacking
最终选择stacking的方式融合4种模型(LSTM+时域统计特征,LSTM+傅里叶频域特征,LSTM+原始信号,CNN+logfbank频域特征),得到每秒的4维特征,用SVR进行回归训练及预测。
该模型最终结果在A榜4把加工动作不同的刀具测试数据中,经过调整超参数训练,结果最优为60分(即平均每把刀剩余寿命预测误差不超过20分钟)
结语
尽管已经有一些机器学习方法能尝试解决刀具寿命管理的问题,但是随着机台加工方式以及参数、工艺流程等方式的改变,这些方法的预测效果就陡然下降。如B榜中5把刀,按上述模型只有两把刀仍能达到60分(误差不超过20分钟)的水平,其他三把不同加工方式的刀具则完全未能拟合到其函数。所以为了模型优秀的迁移性和稳定性,一方面可以发挥深度学习黑盒模型强拟合性的特点,尽量采到多的学习样本及数据(等待土豪企业出现大量投资),另一方面可以从材料机械等基础原理学科对该问题进行系统性的研究,都是十分必要的。总而言之,路漫漫其修远。







 京公网安备 11010802041100号
京公网安备 11010802041100号