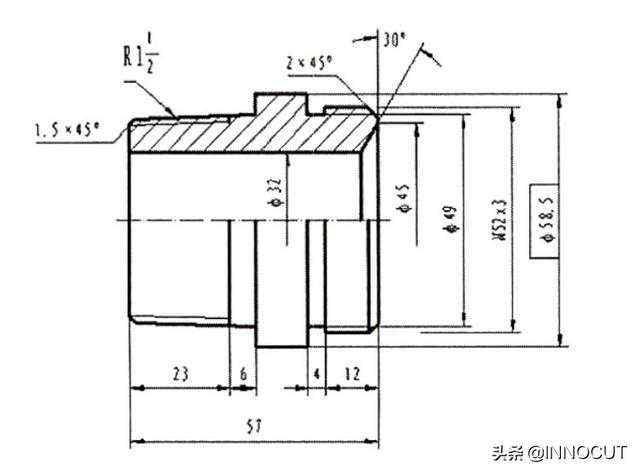
例:加工如图所示的固定接头中的R1 1/2 圆锥管螺纹(精铸件)。
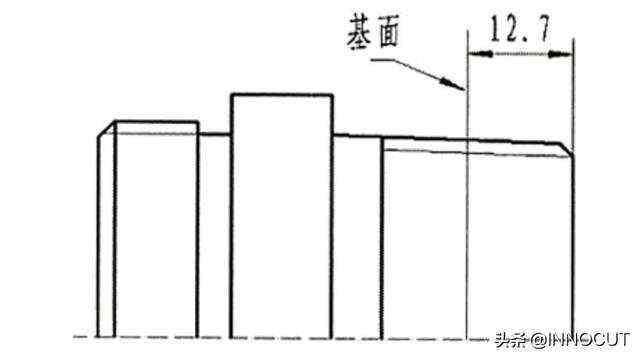
1.基面尺寸:如下图
基面尺寸为12.7mm。基面上的螺纹大径为47.803mm、螺纹中径为46.324mm、螺纹小径为44.845mm。锥度C=1:16,每英寸长度内牙数n=11牙,螺距P=2.309mm,牙型高度h=1.479mm。
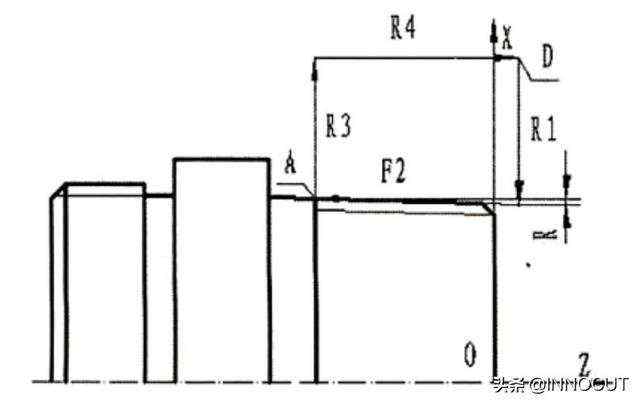
2.数控车切削圆锥螺纹的走刀路线及编程格式。如图:
走刀路径:起点D---R1---F2---R3---R4---回到起点D
编程格式:N__G92__X__Z__R__F__
X、Z为A点坐标,R为大小端半径差,F为螺距。
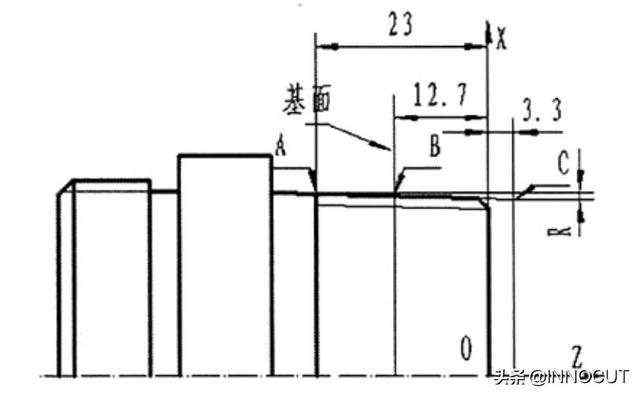
3.各基点的坐标计算:如图
C点离基面距离为16mm,Xc=47.803-16÷16=46.803mm。
则C(Xc 46.803,Zc 3.3)
A 点离基面距离为23-12.7=10.3mm,Xa=47.803-10.3÷16=48.447mm。
则A(Xa48.447,Za 10.3)
R= -(48.447-46.803) ÷2=- 0.822mm
4.编程
M03S800;主轴正转,转速800rpm。
G99T0101;调用每转进给,调用一号刀、01号刀补
G00X52Z0;点定位,准备车端面。
G0lX30F0.2;车端面,进给量为0.2mm/r。
G00X40.1Z2;退刀,准备倒角。
G0l X47.1Z-1.5;倒角l.5x45°。
X48.82Z-29;车外圆锥面。
G00×l00Z50;退刀。
T303 S600;换三号刀,转速改为600rpm。
G00X60Z3.3;点定位,准备车螺纹。
G92X47.4Z-23R-0.822F2.309;固定循环车螺纹。
X46.8;
X46.3;
X45.9;
X45.6;
X45.489;
G00X100Z50M05;退刀。
M30;


 京公网安备 11010802041100号
京公网安备 11010802041100号