作者:SIX2FOUR | 来源:互联网 | 2023-06-14 17:36
1. 车削刀具补偿半径设置车削刀具加工补偿半径通常包括刀尖圆弧半径和圆刀片半径(图1)车削设置。由于上述半径的存在,在切削锥面、圆弧或其他仿型轮廓时,车刀理想刀沿轨迹与刀具实际切削刃加工出的零件轮廓存
1. 车削刀具补偿半径设置车削刀具加工补偿半径通常包括刀尖圆弧半径和圆刀片半径(图1)车削设置。由于上述半径的存在,在切削锥面、圆弧或其他仿型轮廓时,车刀理想刀沿轨迹与刀具实际切削刃加工出的零件轮廓存在偏差,产生过切或欠切。在建立车削刀具时应在刀具表中输入正确的数值(图2),以保证补偿计算准确,获得良好的加工精度。
 图1
图1
 图2
图2
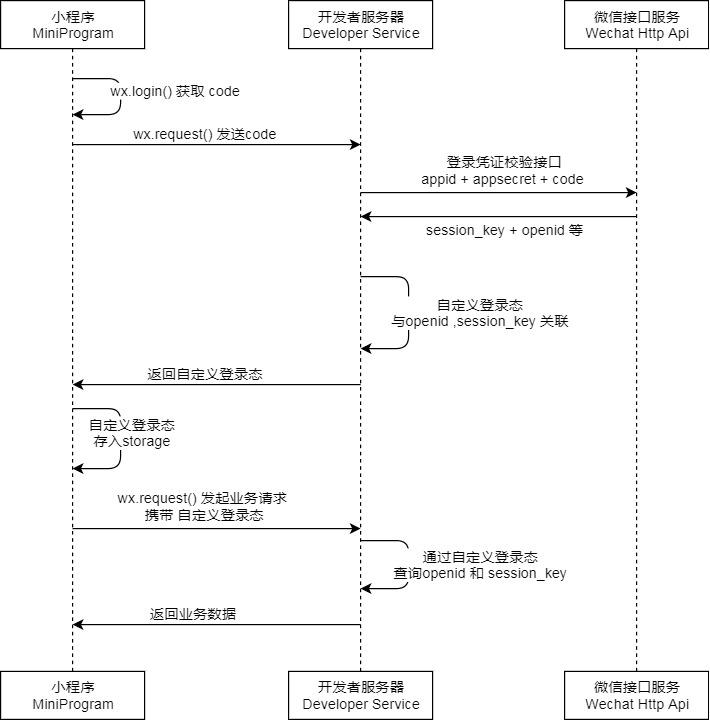
2. 常用刀沿位置设置有了准确的补偿半径值,系统根据刀具切削刃位置和加工方向计算补偿量车削设置。以后置刀塔为例,SINUMERIK Operate刀具列表界面提供了常用的8个刀沿位置(图3)。车削加工刀沿位置号设置以及半径左右补偿G41/G42与刀具结构、加工位置和走刀方式有关。例如,外圆车削为3号刀沿位置,内孔车削为2号刀沿位置,反向外圆车削为4号刀沿位置,反车内孔为1号刀沿位置。前置刀架车床进行同样的加工,刀沿位置号和刀具半径左右补偿G41/G42与后置刀塔车床的设置相同。
刀具列表中粗加工、精加工、圆刀片(纽扣刀具或圆刀头的仿型切槽刀片)刀具的刀沿位置号依次为:34218765;切槽(切入)刀具的刀沿位置号依次为:34232114,按照刀具对刀点和走刀方式进行设置;螺纹刀的刀沿位置号依次为:88667755,要根据实际刀具的左右手、内外螺纹以及走刀方向进行设置车削设置。
 图3
图3
3. 特殊刀沿位置设置除了上述常用刀沿位置以外,0和9 以及其他一些刀具刀沿位置号并没有在刀表内列出车削设置。如果需要使用这些刀沿位置,可以在刀具表中选中这把刀具,在竖直软键中的“详细”—“内部数据”—“刀沿位置”中进行设置(图4)。例如一些在CAM软件中以圆刀片圆心生成加工路径,在加工时就可以将圆刀片的刀沿位置号设置为0或9,系统显示的刀具类型图标为+。
 图4
图4
4. 举例说明以圆刀片为例,说明不同刀沿位置下无补偿加工和半径补偿后的效果,刀尖圆弧半径补偿原理与之类似,只是半径一般都比较小车削设置。在直径50mm位置加工一段半圆弧与前后两条直线相接,圆弧半径10mm,毛坯直径52mm。
 图5
图5

可以看出(图6),如果不执行刀具半径补偿,不同的刀沿位置设置,理想刀尖(对刀点)都是按照编程轮廓进行走刀的(红线),实际切削刃就会加工过切或欠切车削设置。在安全距离很小,而刀具半径较大的情况下,还有可能发生撞刀。而正确设置刀沿位置并对刀,在执行刀具半径补偿后,加工出的零件轮廓是正确的。绿线为刀片(刀尖圆弧)的圆心轨迹。
自媒体:切削之家
编辑人:刘晶磊
小编ID:fatliu1984
注:私信回复 “技术” 您会有惊喜






 京公网安备 11010802041100号
京公网安备 11010802041100号